Showroom - Assembly
Outer Race press for Stator Assembly with Pick & Place Part Removal

SPECIFICATIONS FOR MODEL NO. HPB-20
| Tonnage adjustable |
4 to 20 |
| Daylight (maximum opening) |
16" |
| Stroke, adjustable by proximity limit switches |
10" |
| Table, removable. L-R x F-B x thk |
22 x 15 x 2" |
| Ram Plate, removable. L-R x F-B x thk |
14 x 6 x 1 3/4" |
| Ram Plate hole pattern 4 thru holes |
17/32" dia. |
| Throat |
10" |
| Gap behind table. L-R x F-B |
15 x 4" |
| Speeds: |
| Advance IPM |
176 |
| Press IPM |
35 |
| Open IPM |
346 |
| Pumps: GPM |
12 and 3 |
| Motor: 240V/480V, 3 Phase, 60 Cycle |
5 HP |
| Tank Capacity |
33 Gallons |
| Cylinder Bore |
5" |
| Ram diameter |
3 1/2" |
| Height, Width, Length |
60 x 33 x 50" |
| Weight |
Approximately 2300 lbs. |

Application Information:
The application required that an outer race be pressed into the machined stator bore.
- The operator manually loads the outer race onto the tooling.
- The operator then manually loads the machined stator over the outer race.
- The operator then touches the single capacitive switch to start the press cycle. A single switch can be used and still meet the applicable safety standards due to the presence of the Light Curtain and Expanded Metal Guarding.
- The upper tooling moves downwards pushing the stator over the outer race.
- Force exerted on the upper ram and displacement of the ram is monitored during the insertion cycle.
- If the force and displacement requirements are met, the upper tooling would retract and the operator would begin to prepare the next two parts while a Pneumatic Pick & Place removed the assembly from the bottom tooling.
- If however, the force and displacement requirements were not met, the upper tooling would not retract and the following occurs:
- An audible alarm sounds and a red light flashes to signal measurement failure or a nonconforming assembly.
- The upper tooling is then inhibited from moving requiring the operator to manually retract the ram, reset the alarm and then manually remove the nonconforming part and put it in the nonconformance bin.
If you would like to see a short video of this operation, please click on either one of the links below:
http://www.youtube.com/watch?v=xeGPCW0LMO8
Features:
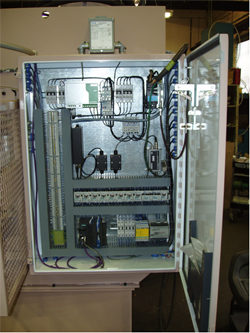
Electrical Components:
Although we typically would use Allen-Bradley components, this customer had a requirement to use all Siemens components.
Press was built using the Siemens PLC Model #S7-300 (313C) with 14 Inputs and 10 Outputs along with 4 Analog Inputs and 1 Analog Output.
Press was also supplied with a 0 to 10 volt LVDT with an AC Conditioner in order to provide feedback on stroke position.
Statistical Process Control:
We used a Digiforce System for Pressure and Distance verification. The system provided a small acceptance window for the assemblies and worked in tandem with the press control to prevent nonconforming parts from being processed further.
Hydraulic Components:
Parker Variable Displacement Piston Pump with the intake having a magnetic suction strainer. Also provided with a Parker Spin On Filter and Parker valves along with Parker hoses and fittings.

Guarding:
A Light Curtain with Expanded Metal Side Guards was provided to prevent anyone other than the operator from being able to reach into the work zone. When the Main Ram or the Pick & Place were in motion, a break in beams of the light curtain would inhibit all motion.

|